Werking en selectie van regelkleppen

Regelkleppen vervullen een zeer belangrijke functie in het waarborgen van een efficiënte en veilige bedrijfsvoering. Ze zijn dan ook onmisbaar in de moderne procestechniek. Om regelkleppen optimaal te laten functioneren, is het echter van essentieel belang om goed op de hoogte te zijn van hun eigenschappen en beperkingen. Alleen van een correct geselecteerde regelklep mag – in combinatie met de totale regelinstallatie – een optimale werking in het betreffende proces worden verwacht.
ERIKS biedt u een uitgebreid assortiment standaard regelkleppen – geautomatiseerde klepafsluiters met regelkegel - voor uiteenlopende toepassingen:
- voor standaard industriële processen bijvoorbeeld voor water, stoom, thermische olie en lucht
- in ‘heavy duty’ uitvoering (met uitwisselbaar binnenwerk)
- voor verwarming en luchtbehandeling
- in 2-weg en 3-weg uitvoering voor mengen en verdelen
- in compacte uitvoering
- met elektrische of pneumatische bediening en klepstandstellers
Selectiecriteria
Voor de selectie van de juiste regelklep dienen – op basis van de toepassing ( bijvoorbeeld druk of niveau regeling) mediumeigenschappen en de overige procescondities – minimaal de volgende aspecten te worden bepaald:
- Doorlaat (DN), rekening houdend met de maximaal toelaatbare snelheden voor de diverse media
- Kvs-waarde en/of Kv-waarde, rekening houdend met de minimale, nominale en maximale procescondities
- Type regelkegel / Gewenste regelkarakteristiek
- Materiaal, drukklasse en norm (DIN/ANSI) van de behuizing
- Materiaal van kegel, zitting en spindel
- Type spindelafdichting
- Type stuurventiel
- Soort aandrijving (en eventueel de veilige toestand van de klep bij uitval van hulpenergie)
- Looptijd van de aandrijving
Bepaling van de doorlaat (DN)
De nominale doorlaat – aangeduid in mm – volgt uit de stromingssnelheid aan de uittrede van de behuizing. De stromingssnelheid heeft voor verschillende media de volgende aanbevolen maxima:
- Vloeistoffen: 2,5 m/s
- Gassen: 20 m/s
- Verzadigde stoom: 25 m/s
- Oververhitte stoom: 50 m/s
Berekenen van de Kv(s)-waarde
De Kvs-waarde is een kengetal voor de capaciteit van de klep bij maximale opening en wordt bepaald door gemeten waarden volgens de norm IEC (DIN EN) 60534-2-1. De Kvs-waarde is een verhoudingsgetal, uitgedrukt in m3/h voor het medium water bij een temperatuur van 5-40 ˚C en een drukverschil van 1 bar. Voor andere media, drukken en temperaturen kan de Kv-waarde van het proces met behulp van berekeningsprogramma’s worden bepaald.
U kunt de globale Kv-waarde van een proces voor vloeistoffen berekenen met de volgende formule*: Kv =( Q x √(sg / ∆p)). Omdat aan deze formule beperkingen zitten, is het aan te bevelen om voor het bepalen van de Kv-waarde een rekenprogramma van de leverancier te gebruiken. De benodigde maximale Kv-waarde dient op circa 80% van de klepopening te liggen. Voor elke doorlaat is er bij de maximale zitting een Kvs-waarde bepaald en zijn er diverse gereduceerde doorlaten mogelijk met lager Kvs-waarden.
Omrekenen Cv-waarde naar Kv-waarde
Ook de Cv(US)-waarde is een verhoudingsgetal voor water, maar dan uitgedrukt in gallons per minuut bij een drukverschil van 1 psi. In Europa rekenen we echter meestal met de Kv-waarde. Omrekenen gaat als volgt: Cv(US)=waarde = 1,17 x Kv-waarde en Kv-waarde = 0,86 x Cv(US)-waarde.Soms wordt ook verwezen naar de Cv(UK), de omrekening hiervan is Cv(UK)=Kv x 0,963.
* Q = capaciteit in m3/h | sg.=soortelijk gewicht (water=1 kg/dm3) | ∆p = drukverschil in bar
Regelverhouding
Met de regelverhouding van de regelklep wordt het bereik van de regelklep bedoeld waarbinnen de Kv-waarde volgens de regelkarakteristiek verloopt. Indien de regelklep een range aan werkpunten moet kunnen regelen, moeten de minimaal, nominaal en maximaal benodigde capaciteit en bijbehorende Kv-waarden worden berekend. Zowel de maximale als de minimale Kv-waarde dient daarbij binnen het regelbereik van de regelklep te vallen.
Cavitatie en flashing
Cavitatie ontstaat bij vloeistoffen wanneer de druk van de vloeistof in de regelklep daalt onder de dampspanning (Pv) van de vloeistof. Dit proces vindt plaats in de kleinste opening van de regelklep: tussen de kegel en de zitting. Door die kleine opening wordt de snelheid van de vloeistof ter plaatse hoog en de druk tijdelijk laag. Daalt de druk onder de dampspanning, dan ontstaan er dampbellen die – zodra de druk weer toeneemt – verderop in de regelklep imploderen. Dit gaat gepaard met veel energie en kan de nodige schade aan de regelklep veroorzaken. Daarnaast zal er sprake zijn van een ongewenst hoog geluidniveau.
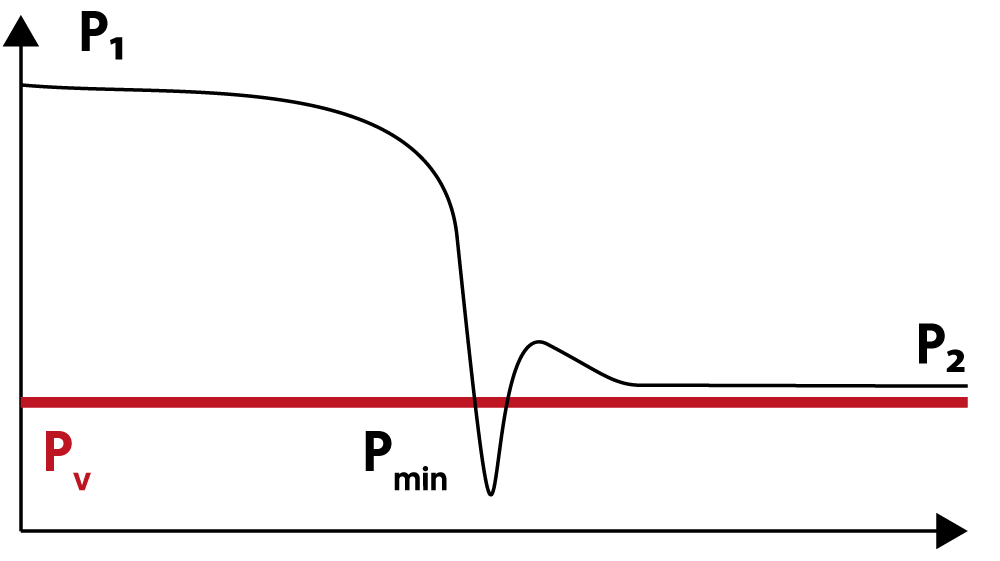
Cavitatie
Het optreden van cavitatie volgt uit de berekeningen voor het bepalen van de Kv-waarde en ontstaat als de druk achter de klep (P2) lager is dan de helft van de voordruk (P1). Cavitatie dient te worden vermeden. Is dit niet mogelijk, dan moet de constructie van de regelklep hierop worden aangepast.
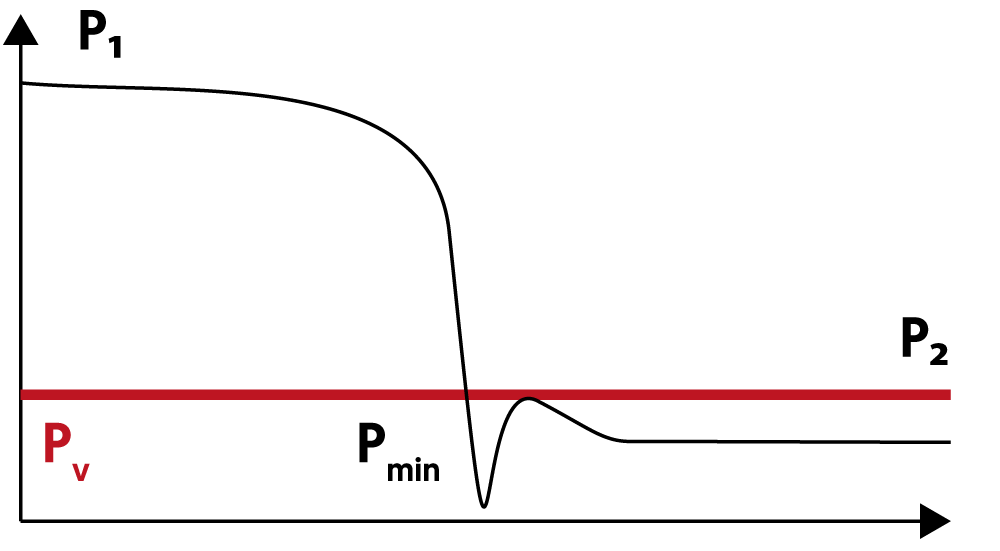
Flashing
Flashing is het permanent ontstaan van damp in de vloeistof doordat de druk na de regelklep onder de dampspanning blijft. Omdat een medium in gasvormige toestand veel meer volume inneemt dan in vloeibare toestand ontstaan in de regelklep extreem hoge snelheden, met mogelijk schade aan de klep tot gevolg. Flashing kan bijvoorbeeld ontstaan bij heet water. Het is daarom zinvol om – indien mogelijk – de temperatuur eerst te verlagen. Ook bij een risico op flashing dient de constructie van de regelklep hierop te worden aangepast.
Regelkegel
Bij 2-weg regelkleppen is de keuze voor een bepaalde klepvorm sterk afhankelijk van de heersende procesomstandigheden. Met name factoren als drukverschil, stromingssnelheid en geluid spelen daarbij een belangrijke rol. Standaard wordt een 2-weg regelafsluiter voorzien van een paraboolkegel. Dit type regelkegel kan bij lage tot gemiddelde drukverschillen over de regelklep worden toegepast. Bij hogere drukverschillen, het risico op cavitatie en/of een hoog geluidsniveau wordt een kooiklep – ook bekend als geperforeerde kegel – toegepast. Wél is een kooiklep gevoeliger voor vervuiling en dus ongeschikt voor vloeistoffen met vaste deeltjes. Ook zijn er mogelijkheden voor een V-poort of een gebalanceerde of drukontlaste klep.
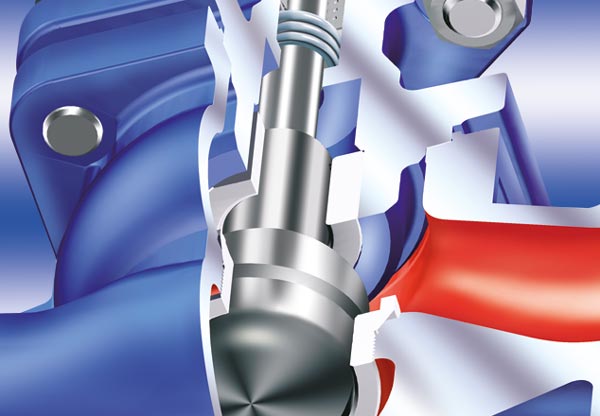
Paraboolklep
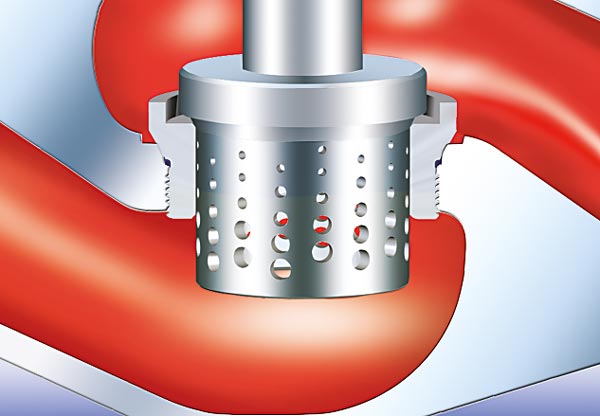
Kooiklep
Mengklep
Verdeelklep
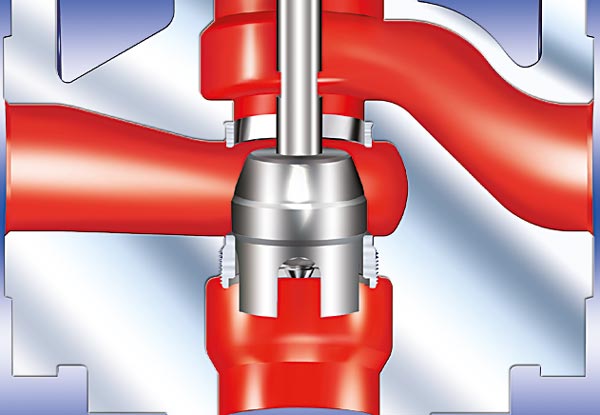
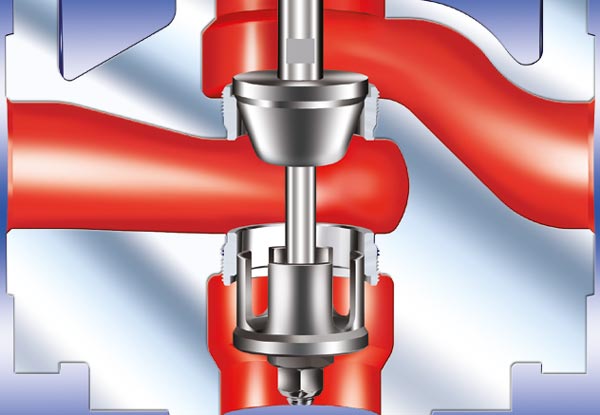
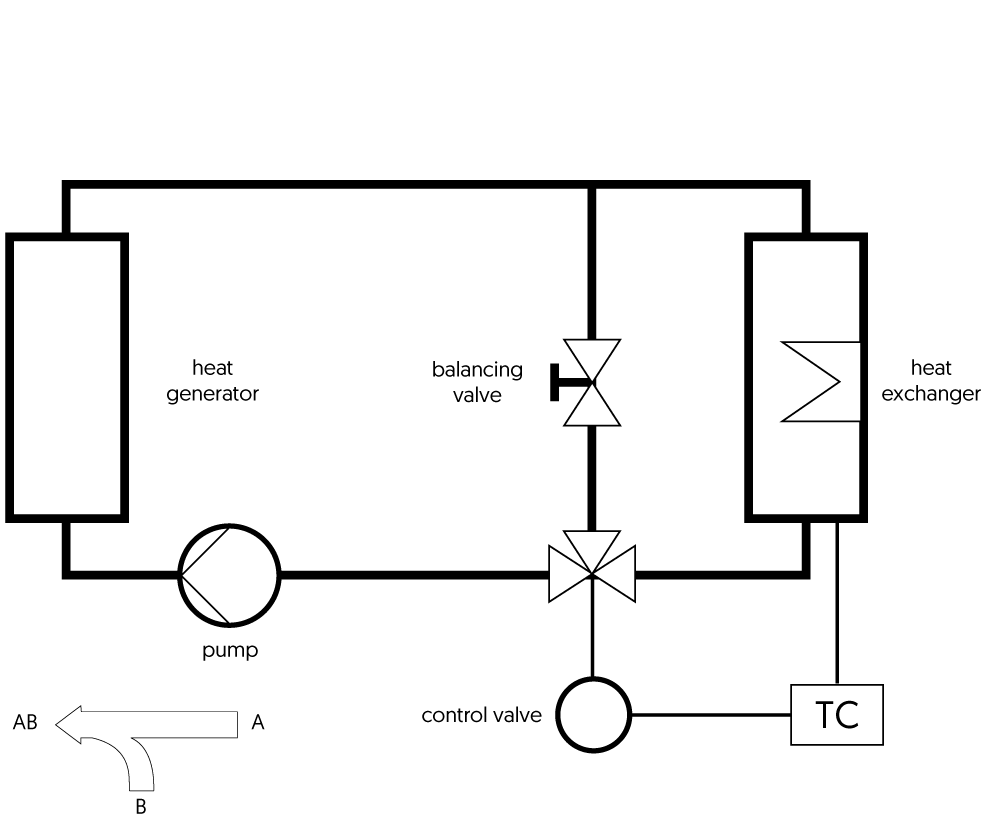
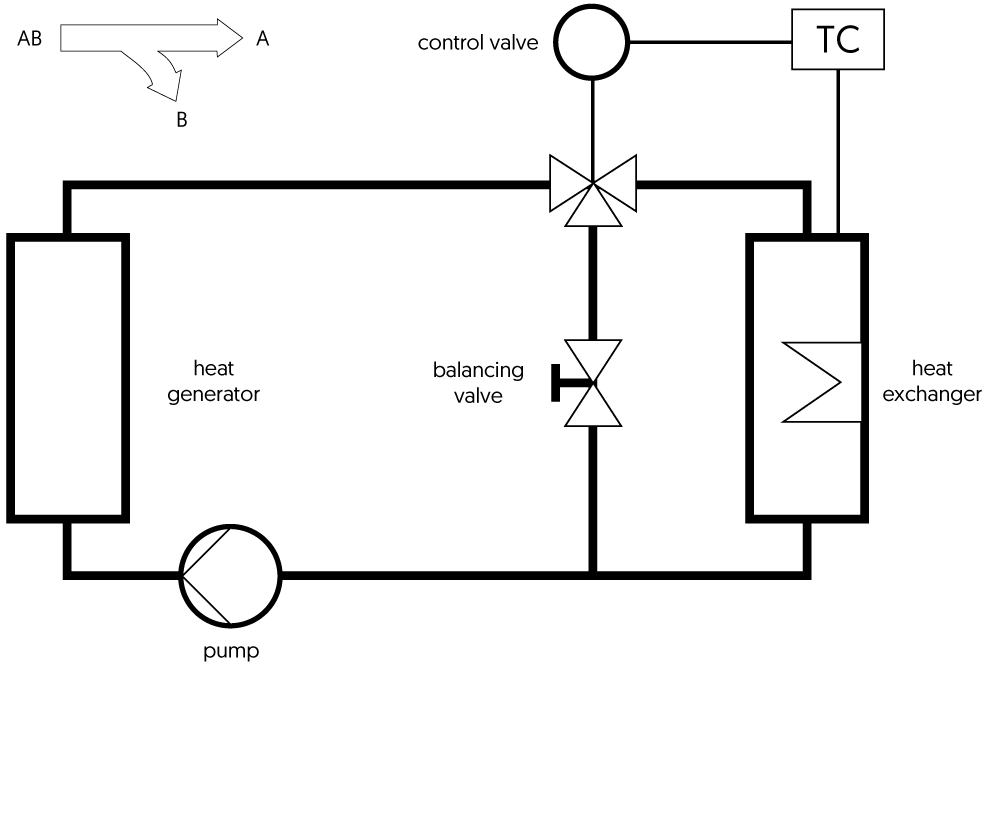
Mengen of verdelen
Bij 3-weg regelkleppen hangt de keuze van de klepvorm af van de functie: mengen of verdelen. De functie van de regelklep wordt bepaald door de plaats binnen het proces.
Mengen
Verdelen
Voor toepassing in zware procesomstandigheden, bij hoge drukverschillen en/of hoge stromingssnelheden kan de regelkegel worden gehard door deze te voorzien van een laag stelliet. Hierbij wordt meestal ook de zittingring gestelliteerd. Een paraboolkegel wordt altijd van onderaf aangestroomd (FTO: flow-to-open) en sluit tegen de mediumstroom in. Bestaat er risico op cavitatie, dan kan onder bepaalde omstandigheden een kooiklep worden gekozen worden die van bovenaf (FTC: flow-to-close) wordt aangestroomd.

Lekdichtheid over de klep
Regelkleppen met een metaal/metaal binnenwerk zijn geen 100% afsluiters en mogen een volgens de normen vastgestelde maximale lekkagetolerantie hebben. Standaard regelkleppen zijn metaaldichtend en voldoen aan lekklasse IV (volgens IEC 60534-4): ≤ 0,01% van de Kvs-waarde (afhankelijk van de uitvoering). Optioneel zijn sommige regelafsluiters leverbaar met een zachte (PTFE) dichting met lekklasse VI.
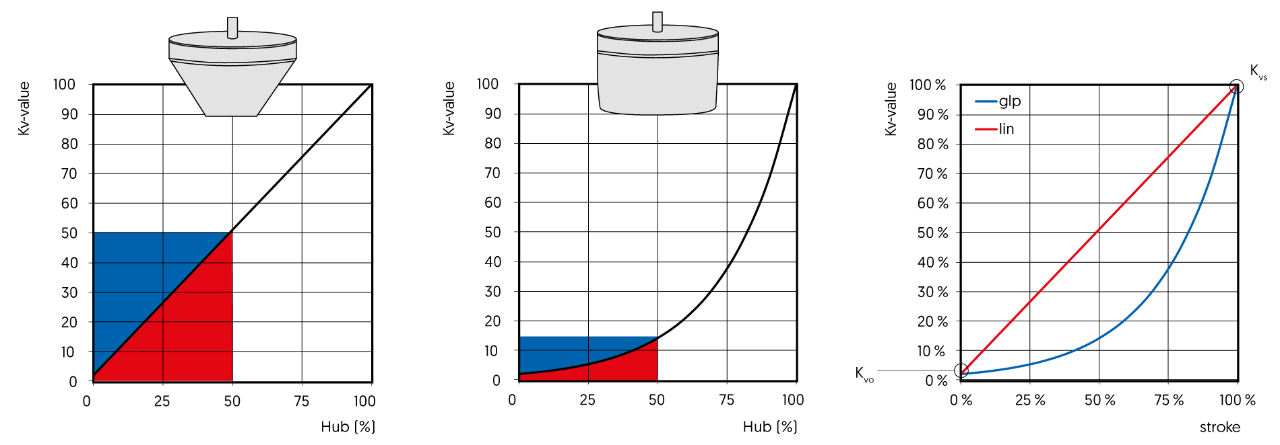
Regelkarakteristiek
De regelkarakteristiek wordt bepaald door de vorm van de kegel. U heeft keuze uit een lineaire of een gelijkprocentige (= equiprocentuele) karakteristiek. Bij een lineaire karakteristiek neemt de flow gelijkmatig toe met de klepopening. Bij een gelijkprocentige karakteristiek is er sprake van een langzame verhoging van de flow bij het openen van de klep. Hierdoor is de regeling onderin het bereik rustiger en nauwkeuriger. Een regelklep met een gelijkprocentige karakteristiek heeft dan ook een hoger regelbereik.
Een lineaire karakteristiek wordt vooral toegepast bij flow en niveauregelingen van vloeistoffen, een gelijkprocentige karakteristiek bij drukregelingen en flowregelingen van gassen en dampen. Zowel de paraboolkegel als de kooiklep is leverbaar met beide karakteristieken.
Materiaal en drukklasse van het huis
Standaard industriële regelkleppen zijn leverbaar met een gegoten huis van (nodulair) gietijzer, gietstaal of roestvaststaal in afmetingen volgens DIN of ANSI. De materiaalkeuze voor het huis wordt bepaald door het medium, de ontwerpdruk en de ontwerptemperatuur. De drukklassen voor de DIN kleppen zijn genormaliseerd volgens DIN EN 1092-2.
Onderstaand treft u de belangrijkste kenmerken per materiaal aan:
DIN
Gietijzer
- Kwaliteit: EN-JL1040 / EN-GJL-250 (GG25)
- Drukklasse: PN16
- Voor eenvoudige toepassingen met niet-agressieve media en lage druk (≤ 5-6 bar) stoom
Nodulair gietijzer
- Kwaliteit: EN-JS1049 / EN-GJS-400-18 (GGG-40.3)
- Drukklasse: PN25
- Voor stoom, thermische olie en andere dun-vloeibare media
Gietstaal
- Kwaliteit: 1.0619+N / GP240GH N (GS-C25N)
- Drukklasse: PN40 of PN63
- Bestand tegen hogere temperaturen en hoge drukken
Roestvaststaal
- Kwaliteit: GX5CrNiMo19-11-2 / 1.4408 (RVS 316)
- Drukklasse: PN40
- Voor agressieve media
- Bestand tegen minder hoge drukken dan staal
ANSI / ASME
Naast regelkleppen volgens DIN leveren we ANSI regelkleppen volgens ASME B16.34 in de volgende materialen:
Gietstaal
- Kwaliteit: A216-WCB
- Drukklasse: 150# t/m 900#
Gietstaal (hoge temperatuur)
- Kwaliteit: A217-WC9
- Drukklasse: 600# en 900#
Roestvaststaal
- Kwaliteit: A351 CF8M
- Drukklasse: 150# t/m 900#
De standaard regelkleppen zijn ook leverbaar met lasaansluitingen (volgens DIN3239-1 / EN12627) of andere gestandaardiseerde aansluitingen.
Spindelafdichting
Afhankelijk van de uitvoering zijn standaard regelkleppen leverbaar met een van de volgende spindelafdichtingen (in oplopende mate van afdichting en temperatuurbestendigheid):
EPDM O-ringen
- Voor koud water en water/glycol
- Temperatuurbereik: ≤ 180 oC
PTFE dakmanchetten
- Voor standaardtoepassingen met gassen, heet water en stoom
- Temperatuurbereik: ≤ 220 oC
- Voldoen in het merendeel van de applicaties
- Zelfnastellend door middel van een veer
PTFE stopbuspakking
- Voor standaardtoepassingen met gassen, heet water en stoom
- Temperatuurbereik: ≤ 250 oC
- Moet perodiek worden nagesteld
Grafiet stopbuspakking
- Voor oververhitte stoom en hete gassen
- Temperatuurbereik: ≤ 450 oC
- Moet periodiek worden nagesteld
RVS spindelbalg
- Voor vluchtige en dun-vloeibare media, zoals thermische olie stoom en chemicaliën
- Temperatuurbereik: ≤ 350 oC-450 oC
- langere service-interval van de regelklep
- Geen emissie langs de spindel
- Vergt meer ruimte dan andere spindelafdichtingen
Let op: de opgegeven temperaturen kunnen per type regelklep verschillen.
Aandrijvingen
De standaard industriële regelkleppen worden bediend door een pneumatische aandrijving met elektro-pneumatische klepstandsteller óf door een elektrische aandrijving met (eventueel) een elektronische klepstandsteller. De keuze – pneumatisch of elektrisch – wordt onder meer bepaald door de:
- beschikbare energiebron ter plaatse
- noodzaak van een fail-safe functie actie in geval van een calamiteit of uitval van de energiebron
- benodigde kracht van de aandrijving, de slag van de klep en de gewenste verstelsnelheid
- gewenste nauwkeurigheid
- omgevingsfactoren, zoals explosieveiligheid, corrosie, of buitenopstelling
Bij een 3-weg regelklep dient u bovendien bij uw bestelling op te gegeven naar welke poort (AB-A of AB-B) de klep moet sluiten.
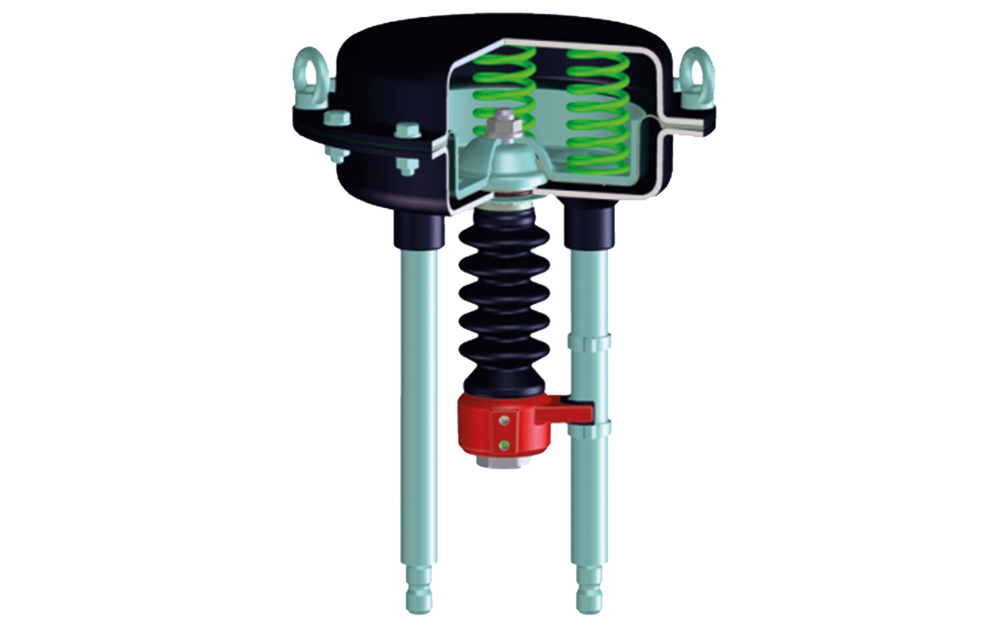
Kenmerken pneumatische aandrijving
- Voorwaarde: beschikbaarheid van schone perslucht/filter
- Fail-safe functie: veersluitend of veeropenend
- Hoge reactiesnelheid
- Eenvoudig bij ATEX-toepassing
- Eenvoudig bij buitenopstelling
- Additioneel E/P klepstandstandsteller nodig
- Hoge kosten bij handbediening
- Relatief kostbaar indien hoge (> 50 kN) sluitkracht nodig is
- Elastisch systeem door toepassing van veren
- Twee energiebronnen nodig
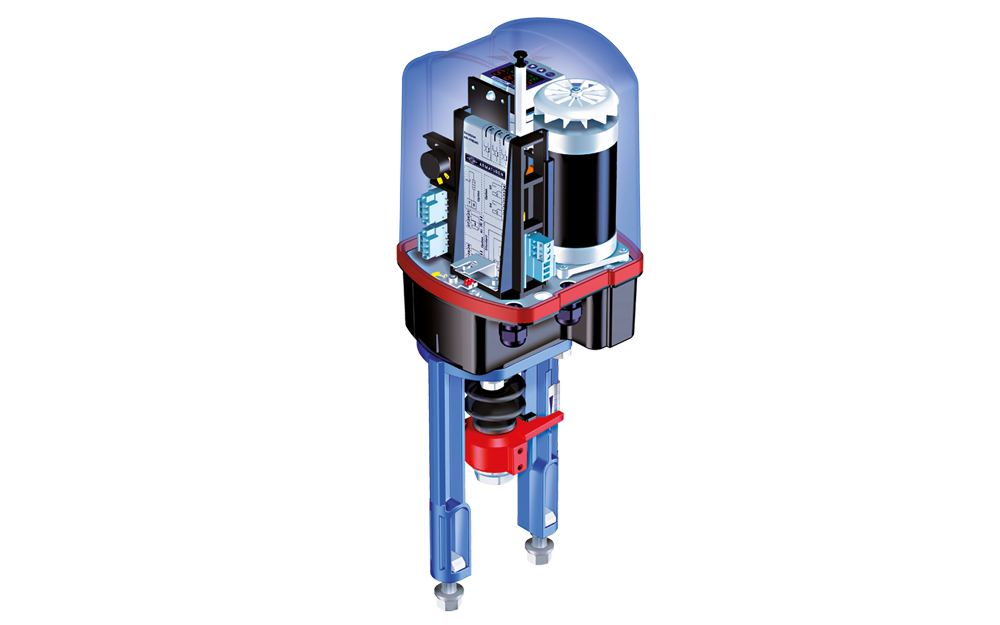
Kenmerken elektrische aandrijving
- Lagere energiekosten
- Hogere kosten bij fail-safe functie
- Lagere verstelsnelheid
- Hogere kosten bij ATEX-toepassing
- Relatief hoge sluitkracht
- Rekening houden met inschakelduur
- Standaard voorzien van handbediening
- Één energiebron nodig
Bepalen van de sluitkracht
De benodigde sluitkracht wordt als volgt bepaald: oppervlak in de zitting x maximale druk van het medium = kracht van het medium op de klep. Normaal gesproken werkt de klep tegen de mediumstroom in. Dat betekent dat de aandrijving voldoende kracht moet hebben om de klep tegen het maximale drukverschil over de klep in te kunnen bewegen en de klep te sluiten. De maximale sluitkracht van de aandrijving staat dan ook weergegeven als een kracht of een druk.
Bij een pneumatische aandrijving wordt de kracht van de aandrijving als volgt bepaald: oppervlak van het membraan x laagste veerdruk van de veren = maximale sluitkracht. Van de aandrijving zijn zowel het membraanoppervlak als het veerbereik bekend.
Wij helpen u graag verder
Nieuws en cases
Altijd op de hoogte met het laatste nieuws en onze case studies.
